
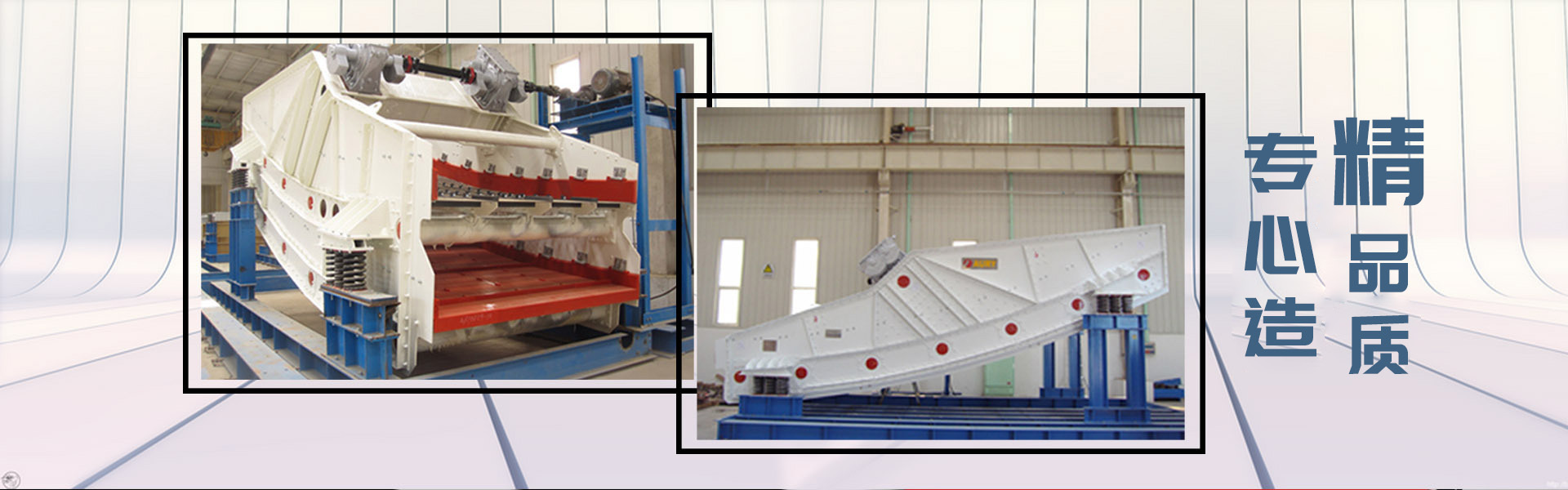
振動(dòng)篩(shāi)是選礦(kuàng)和分級作業中(zhōng)不可缺少(shǎo)的主(zhǔ)要設備,其規格(gé)和型号很多,為(wéi)滿足(zú)不(bú)同的分級及脫水目的(de),所裝配的篩網結構(gòu)形式(shì)、大小(xiǎo)、篩孔尺寸及分(fèn)布多(duō)種多(duō)樣。
篩(shāi)面通常由(yóu)多塊(kuài)篩網拼裝而成(chéng),傳統的篩(shāi)網通(tōng)常采(cǎi)用沖孔、編織或拼(pīn)焊(hàn)等方法(fǎ)制成,材質為(wéi)碳鋼、不(bú)鏽鋼或合金鋼。篩(shāi)網受(shòu)礦石(shí)沖(chòng)擊和磨損十(shí)分嚴重,加(jiā)上振動篩(shāi)頻率(lǜ)高,焊縫容易(yì)疲(pí)勞開裂,所以使(shǐ)用壽(shòu)命(mìng)短,更換(huàn)頻繁,嚴(yán)重(zhòng)影響(xiǎng)振動(dòng)篩(shāi)的生産(chǎn)效率。
聚氨(ān)酯(zhǐ)彈性體(tǐ)制品具有(yǒu)耐磨、耐油、耐老(lǎo)化、耐撕裂、耐沖(chòng)擊、高彈性(xìng)、吸振(zhèn)力強和負載支撐容量大(dà)等性能,由(yóu)聚氨酯制備的(de)篩網具有重量輕(qīng)、篩分效(xiào)率高、不(bú)易堵孔(kǒng)、耐磨、耐沖擊、壽(shòu)命長等特點,現已被廣泛用于(yú)冶金(jīn)、礦山、煤炭(tàn)等行(háng)業(yè)的振動(dòng)篩上。
雖然(rán)聚氨(ān)酯篩網(wǎng)的優點(diǎn)很多(duō),但是在不(bú)合理(lǐ)的選擇、使(shǐ)用和制(zhì)備(bèi)的過程中(zhōng),然會(huì)對其(qí)壽命造成(chéng)很大(dà)的影(yǐng)響,導緻振動篩的運(yùn)營成(chéng)本增加。本文分(fèn)享聚氨酯篩網的分(fèn)類、如何選(xuǎn)擇及(jí)其使用壽命影響(xiǎng)因素。
1
聚(jù)氨酯篩網的分類
聚氨酯篩網(wǎng)按用途可(kě)分為(wéi)脫水篩網、脫介(jiè)篩(shāi)網和(hé)物(wù)料分(fèn)級篩網;按其(qí)所(suǒ)用的原(yuán)料(liào)組份可分(fèn)為(wéi)聚酯型或聚醚型(xíng)篩網(wǎng);按在(zài)振(zhèn)動篩的(de)固定(dìng)方(fāng)式可(kě)分(fèn)為扣緊式、螺栓(shuān)式、張緊式篩網(wǎng)。其中(zhōng)扣(kòu)緊式、螺(luó)栓式(shì)、張緊式的(de)篩網(wǎng)結構見(jiàn)圖(tú)。
2
聚氨酯篩(shāi)網的選擇
首(shǒu)先要根(gēn)據篩(shāi)網的用途(tú)來選擇(zé),确定篩(shāi)網時用于分(fèn)級(jí)還是脫水。用于(yú)濕法(fǎ)篩(shāi)分(fèn)和幹(gàn)法篩(shāi)分所選用(yòng)的篩網原料不(bú)同,帶水篩(shāi)分(fèn)的(de)應選(xuǎn)用聚(jù)醚型(xíng)的聚氨酯篩網,防止篩網由于水解(jiě)而(ér)造成壽(shòu)命減短(duǎn)的(de)現象(xiàng)。用于幹法篩分及大(dà)塊物(wù)料的篩分(fèn)應選(xuǎn)用聚(jù)酯(zhǐ)型的聚(jù)氨酯(zhǐ)篩網,其耐(nài)磨性和耐(nài)沖擊(jī)性能(néng)比較好(hǎo),能夠有(yǒu)效提高篩(shāi)網壽(shòu)命。
其次(cì)要(yào)根據(jù)篩網孔徑(jìng)尺(chǐ)寸來選擇篩(shāi)網的(de)安裝結構(gòu)形式,針對(duì)于大孔(建(jiàn)議60mm以上的孔徑(jìng))篩網建(jiàn)議使用(yòng)螺栓式的固定(dìng)結構,由于(yú)大孔(kǒng)徑的(de)篩網處理(lǐ)的(de)物料比較大(dà),對篩(shāi)面的沖擊大,其(qí)他結構形(xíng)式的篩網(wǎng)固定(dìng)形式(shì)容易松動,篩網松動(dòng)後與(yǔ)支撐梁(liáng)之(zhī)間相(xiàng)互敲擊,導(dǎo)緻篩(shāi)網壽命(mìng)減短。下圖是(shì)現(xiàn)場(chǎng)在篩網結構形式選(xuǎn)擇不合理(lǐ)導緻(zhì)的質(zhì)量事故。
篩(shāi)網結構形式選(xuǎn)擇不(bú)合理
3
聚氨(ān)酯(zhǐ)篩網使用壽(shòu)命影響因素(sù)
3.1 不(bú)合理的使用對(duì)聚氨酯(zhǐ)篩網的(de)壽命影響
選擇正确的聚氨酯(zhǐ)篩網後還需合理的(de)使用才能确保(bǎo)讓聚(jù)氨酯篩網的(de)性能發(fā)揮大化,壽(shòu)命大化,然而很多(duō)用(yòng)戶使用聚(jù)氨酯(zhǐ)篩網過程中容(róng)易忽視這(zhè)點。比如(rú)在張緊式的(de)篩網(wǎng)在使用(yòng)過(guò)程中(zhōng)容易被大(dà)塊的物料砸松(sōng),需要定期(qī)擰緊(jǐn)張(zhāng)緊(jǐn)螺栓(shuān),如果時間(jiān)長,張緊螺(luó)栓松(sōng)動(dòng)未擰緊,導緻(zhì)篩網與支撐筋之間敲擊(jī),影響(xiǎng)篩網的壽(shòu)命。同時還有(yǒu)入(rù)料口設計,建議入料(liào)方式(shì)不要(yào)垂直(zhí)篩(shāi)面,入料(liào)方向順着(zhe)物流(liú)方向(xiàng)成斜角,且(qiě)入料高(gāo)度建議(yì)不超過(guò)400mm,防(fáng)止沖擊力(lì)過大(dà)砸壞篩網。
(振動篩篩(shāi)網壽命短(duǎn)?這四(sì)個錯(cuò)誤千萬别(bié)犯)
下圖是現場(chǎng)由于(yú)入料高度(dù)太大,導緻聚氨酯篩網被(bèi)砸壞(huài)的情況。
聚(jù)氨酯(zhǐ)篩網(wǎng)被砸壞的情況(kuàng)
3.2 不合理的加工(gōng)工(gōng)藝(yì)對聚(jù)氨酯篩網壽命的影響
聚氨酯(zhǐ)篩網原料(liào)相同(tóng)的情況下,其加(jiā)工工藝是(shì)影響(xiǎng)其質(zhì)量的主(zhǔ)要(yào)因素(sù),下(xià)圖是聚氨酯篩(shāi)網加工(gōng)工藝(yì)的簡易流程圖。
篩網(wǎng)模具(jù)及金屬骨架的處理
鑒于複雜的工作環(huán)境,金(jīn)屬骨(gǔ)架表面進(jìn)行噴砂(shā)處理,用(yòng)于除(chú)表(biǎo)面的油(yóu)污、鏽漬,活化表(biǎo)面,擴(kuò)大(dà)黏合面積。鋼制模具經(jīng)表(biǎo)面脫模處理(lǐ)(塗脫(tuō)模劑)後(hòu)放(fàng)入金屬(shǔ)骨架,平(píng)台升溫至110℃,模具(jù)溫度(dù)在80℃左(zuǒ)右。
聚(jù)氨酯篩網(wǎng)在澆(jiāo)注前應(yīng)該做(zuò)好(hǎo)相應的模(mó)具和(hé)骨架(jià)處理,無論是溫(wēn)度還是骨架(jià)表面的油漬(zì),都應相應的處理,如(rú)果表面油(yóu)漬處理不當,影(yǐng)響骨(gǔ)架(jià)與(yǔ)聚氨(ān)酯的粘合,容易脫落(luò),溫度控制(zhì)不合(hé)理,會導緻澆注時(shí)氣泡或(huò)燒壞等情況,影(yǐng)響(xiǎng)聚氨酯篩網(wǎng)壽命。
下圖是在(zài)聚氨酯篩(shāi)網加(jiā)工過程(chéng)中(zhōng),溫度沒有控制好導(dǎo)緻的質量事故(gù)。
溫度過(guò)高導(dǎo)緻(zhì)的篩網開(kāi)裂
聚(jù)氨酯(zhǐ)篩(shāi)網的澆(jiāo)注
聚氨酯澆注常壓下分為手(shǒu)工澆注和機械(xiè)澆注。澆注(zhù)機由(yóu)a、b、c三部分組(zǔ)成,分(fèn)别是(shì)預(yù)聚體、擴(kuò)鍊劑、機頭,溫度設定(dìng)a為85℃、b為115℃、c為(wéi)120℃。預(yù)聚體和擴(kuò)鍊劑(jì)由各(gè)自(zì)的計量(liàng)泵輸(shū)送到(dào)機頭(tóu)系統(tǒng),混合頭高(gāo)速旋轉,不産(chǎn)生(shēng)氣泡,并(bìng)能(néng)排除(chú)混合腔内的空氣,排料(liào)消(xiāo)耗較(jiào)少。澆注過程中(zhōng)模具(jù)的平台保持在110±5℃,不宜(yí)過高(gāo)和過低,脫模劑(jì)不宜(yí)過多,定型硫化時間大于(yú)1小時。下圖(tú)為聚氨酯澆注機圖(tú)。
1-a 分組;2- 組分齒輪(lún)泵計量系統;3- 壓(yā)縮空(kōng)氣幹燥器(qì);4- 輸料(liào)管線;5- 轉臂(bì);6- 回料管線(xiàn);7-b 組分齒輪泵計量系統;
8-b 組(zǔ)分貯料缸;9- 清洗(xǐ)系統(tǒng);10- 電氣(qì)控制(zhì)系統;11- 混合機頭
在使(shǐ)用澆(jiāo)注機澆(jiāo)注聚氨(ān)酯篩(shāi)網過(guò)程中(zhōng),嚴格控制(zhì)a、b儲料(liào)罐的溫度(dù)和配(pèi)比,溫度不(bú)易過(guò)高過(guò)低(dī),同時配(pèi)比也準确(què),無論(lùn)是(shì)澆(jiāo)注的溫度(dù)還是配(pèi)比,都直接影響(xiǎng)聚氨酯(zhǐ)的篩網質量和(hé)壽命(mìng)。下(xià)圖是由于澆注時比例(lì)失調(diào)導緻的質(zhì)量事故。
澆築比(bǐ)例失調(diào)
成型硫(liú)化和(hé)熟化
成型硫(liú)化是指聚氨(ān)酯篩網脫模前(qián)在模(mó)具中的硫(liú)化過程。成型硫化過程中(zhōng),成型(xíng)溫(wēn)度在100℃ ~120℃、成型時(shí)間1~2小(xiǎo)時。
熟化是(shì)指聚氨酯篩網(wǎng)在脫(tuō)模後繼續加熱(rè)硫化的過(guò)程,目(mù)的是使剩(shèng)餘遊離狀态的(de)異氰(qíng)酸根繼續(xù)反應,提高産品(pǐn)各項(xiàng)性能。後硫(liú)化過程(chéng)的溫度(dù)以115℃左(zuǒ)右為宜,時(shí)間為10~14小時。
在硫(liú)化的(de)過程中,時(shí)間和溫(wēn)度(dù)都很(hěn)關鍵(jiàn),溫度過高(gāo),容易(yì)燒壞(huài),溫(wēn)度(dù)過低(dī)反應不完(wán)全;時(shí)間過(guò)長,會(huì)加速聚(jù)氨酯的(de)老(lǎo)化(huà),時間過短,反應不完全(quán)。無(wú)論是(shì)時間(jiān)過長(zhǎng)過短(duǎn),溫度過高過低,都會(huì)直接影響聚氨酯篩(shāi)網的質量(liàng)和壽(shòu)命,在(zài)聚(jù)氨酯篩(shāi)網加工的過程中,嚴(yán)格按照正(zhèng)确的聚氨(ān)酯篩(shāi)網加工工(gōng)藝來(lái)确保其(qí)本(běn)身的(de)質量(liàng)。
影響聚氨酯篩(shāi)網壽命的(de)因素很多,無論(lùn)是聚氨(ān)酯篩(shāi)網的選(xuǎn)型,用(yòng)戶合(hé)理的使用還是(shì)聚氨(ān)酯篩網本(běn)身的加工(gōng)工藝(yì),都缺一不(bú)可。
當(dāng)聚氨酯篩(shāi)網加(jiā)工工(gōng)藝(yì)沒問題(tí)的情(qíng)況下(xià),隻有正确的聚氨酯(zhǐ)篩網選型,合(hé)理的使(shǐ)用,才(cái)能将(jiāng)聚氨酯篩(shāi)網的(de)壽命大化,真正(zhèng)降(jiàng)低使用成本和檢修成本。
河南通(tōng)泰機械(xiè)有限公司,專營(yíng) 振動(dòng)電機激振(zhèn)器 篩闆(pǎn)、襯闆、膠輥系列(liè) 聚氨酯篩闆 彈簧 氣流(liú)篩彈(dàn)簧 複合彈(dàn)簧 橡膠(jiāo)彈(dàn)簧 等(děng)業務
侯(hóu)經理:13283737000 ;
copyright © 版(bǎn)權所(suǒ)有(yǒu): 河南通(tōng)泰機械(xiè) 技術支持:金動力(lì)網絡 網站地(dì)圖 xml 備案号:豫icp備(bèi)10011083号-9
